随着全球海上风电挺进水深超过50米的深远海区域,大兆瓦机组已成必然趋势 。然而,面对高温、高湿、高盐、强紫外线及浪花飞溅等极端严酷的海洋腐蚀环境,传统环氧系和聚氨酯系风电防腐涂料正面临巨大的失效风险 。据行业统计,修复海上风电机组防腐涂装的现场成本高达车间生产成本的50倍 。
为了实现海上风电塔架服役25年以上免维修的目标,必须跳出传统涂料的框架 。本文将为您深入解析由原创性知识产权发明专利集成的新型钛基石墨烯风电防腐涂料体系及其严苛的应用流程 。
1. 传统风电防腐涂料的性能瓶颈
在现行国家标准《沿海及海上风电机组防腐技术规范》(GB/T 33423-2016)中,传统的防腐体系主要依赖环氧类和聚氨酯类涂料 。但在严酷的海洋工况下,它们的缺陷日益暴露:
- 环氧系防腐涂料:在长期的海洋气候环境下易发生严重的粉化现象 。
- 脂肪族聚氨酯涂料:尽管耐候性略好,但在强紫外线和盐雾交织的恶劣环境中极易加速老化 。
- 厚度弊端:传统方案即使厚涂到600微米至1000微米,也很难保证在海洋环境下服役20年不失效,在技术上存在极大的局限性 。
陕西至强构建的石墨烯改性钛基纳米重防腐涂料(又称钛基石墨烯重防腐涂料),由主成膜物纳米有机钛聚合物、辅助成膜树脂、石墨烯分散浆料及高固体份或无溶剂技术组成,从根本上突破了传统材料的物理与化学限制 。
2. 陕西至强新型风电防腐涂料体系设计方案
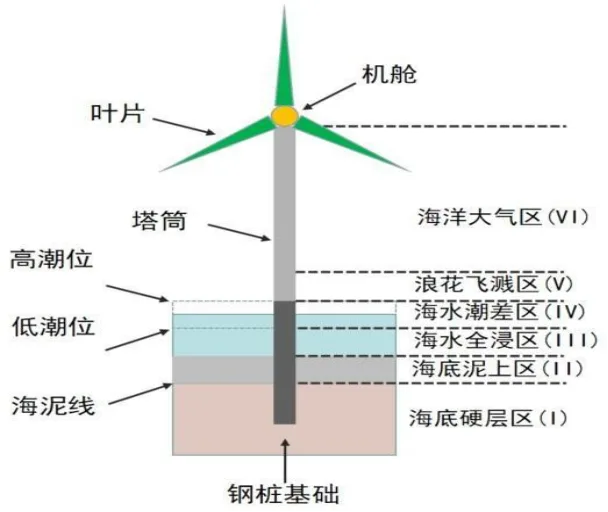
针对海上风电塔架(包括塔筒、套管架、桩基等)的大气区、飞溅区、潮差区及全浸区,我们设计了完全不同于传统标准的复合涂层防护体系 :
| 工况与涂装部位 | 新型复合涂层构架(企业标准) | 传统涂层构架(GB/T 33423) | 方案优化优势分析 |
| 海洋大气区 (塔筒外表面) | 1. 钛基石墨烯冷涂锌底漆 (80微米) 2. 钛基石墨烯海洋重防腐底漆 (150微米) 3. 钛基石墨烯海洋重防腐面漆 (120微米) 总干膜厚度:350微米 | 1. 热镀锌或热喷锌 (200微米) 2. 环氧富锌底漆 (60微米) 3. 环氧云铁中间漆 (240微米) 4. 聚氨酯面漆 (60微米) 总干膜厚度:560微米 | 厚度大幅减薄210微米 ;冷涂锌完美替代高污染的热镀锌或热喷锌工艺 ,且省去了繁琐的镀锌层封闭工序 。 |
| 潮差与浪溅区 (套管架及桩基外表面) | 1. 钛基石墨烯冷涂锌底漆 (80微米) 2. 钛基石墨烯海洋重防腐底漆 (300微米) 3. 钛基石墨烯海洋重防腐面漆 (220微米) 总干膜厚度:600微米 | 1. 热镀锌或热喷锌 (200微米) 2. 环氧涂料 (600微米) 3. 聚氨酯面漆 (60微米) 总干膜厚度:860微米 | 涂层厚度减薄260微米 ;无需传统动辄800至1000微米的冗余厚涂设计 ,简化工艺的同时大幅降低了工程物料成本 。 |
| 海水全浸区 (套管架及桩基内表面) | 1. 钛基石墨烯重防腐底漆 (100微米) 2. 钛基石墨烯重防腐厚中间漆 (200微米) 3. 钛基石墨烯海洋重防腐面漆 (200微米) 总干膜厚度:500微米 | 1. 高膜厚环氧涂料 2. 环氧玻璃鳞片漆 总干膜厚度:800微米 | 厚度精简300微米 ;其耐阴极剥离小于或等于2毫米 (传统环氧类达8毫米 ),保障了水下部分长效的物理稳定性。 |
3. 数据说话:核心性能的“代际超越”
根据国家涂料质量检验中心等第三方权威检测报告数据,该新型风电防腐涂料在关键指标上远超传统材料 :
- 极致附着力:重防腐底漆附着力大于或等于 20 MPa ,远超传统环氧富锌漆的 5 MPa 标称值 ,抗剥离与机械损伤能力极强。
- 硬度与耐磨性:重防腐面漆铅笔硬度达到高硬度 6H 或以上 ,而传统聚氨酯面漆仅为 F ;漆膜耐磨性(CS10)小于或等于 20 毫克 ,仅为传统涂料(100 毫克)的五分之一 。
- 超长抗老化与耐盐雾:底漆耐盐雾试验、面漆人工加速老化试验第三方报告结果均超过 5000 小时 ,而传统环氧底漆耐盐雾指标仅小于或等于 720 小时 。
- 绿色低碳环保:有害物质排放(VOC)控制在 20至150 克/升 (传统防腐漆小于或等于 420 克/升 ),且铅、铬、镉等重金属成分完全无检出 ,完全符合环保新规。
4. 钛基石墨烯风电防腐涂料的标准化应用流程
三分材料,七分施工。为确保高品质涂层在深海环境发挥极致性能,整个工艺流程严格遵循以下标准:
A. 工厂车间施工与预处理
- 基材优化:火焰切割边缘、毛刺及锐边必须打磨至圆滑过渡,保证半径大于或等于 2 毫米 。
- 除锈与粗糙度:采用喷砂或抛丸工艺,除锈质量须达到 GB/T 8923.1 中的 Sa 2.5 级 ;表面粗糙度精控在 40至70 微米(细至中等级) 。
- 环境窗口期:施工环境温度须大于5℃ ,相对湿度低于80% ,钢板表面温度须高于露点 3℃ 。喷砂合格后须在 4至12 小时内完成第一道底漆涂覆 。
B. 涂料配制与高压无气喷涂
- 熟化与过滤:双组分涂料严格按供应商比例调配 。A组分充分搅拌消除沉积 ,混合后搅拌 10至15 分钟进行熟化 ,静置 5至10 分钟消泡 。使用 100 目滤网过滤后方可进入喷涂机 。
- 时效控制:配料必须在 0.5 小时内用完 ,防止过度反应增稠报废 。大面积施工推荐采用高压无气喷涂工艺 。
C. 安装现场修补与质检验收
- 损伤修补:对运输、焊接、吊装造成的局部漆膜破损,现场使用动力工具处理至 St3 或 SP11 级别 ,完好漆膜边缘打磨成平滑过渡带后进行复涂 。
- 三维质检:采用拉开法测量漆膜附着力 ;利用电火花对全浸区、潮差飞溅区进行 100% 漏涂点检测 ;平均干膜厚度测定须严格达标 。
结语:助力深海风电资产全生命周期增值
应用实践与数据推断表明,陕西至强“钛基石墨烯复合重防腐涂层系统”能稳稳保障海上风电塔架服役 25 年以上免维修 。这不仅颠覆了传统风电防腐涂料的冗余设计 ,更大幅削减了全生命周期内的海工运维成本 。
如果您正在寻找能够应对深远海严酷工况的风电防腐涂料整体解决方案,欢迎联系陕西至强,我们的工程技术团队将为您提供量身定制的技术支持与涂装配套方案。
