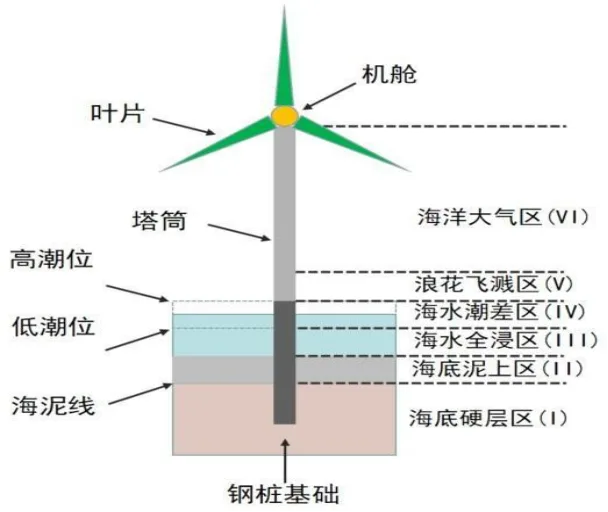
海上风电资产长期服役于高温、高湿、高盐、浪花飞溅及强紫外线交织的极端海洋工况中 。选用先进的石墨烯改性钛基纳米重防腐涂料,是打破传统环氧和聚氨酯涂料失效瓶颈的第一步 。然而,“三分材料,七分施工”,要真正保障海上风电钢结构实现25年以上的长效免维护寿命,必须建立一套极其严苛、标准化的现场施工与质量验收体系 。
本文将为您全景拆解钛基石墨烯风电防腐涂料从车间表面处理、配制喷涂,到现场修补、竣工验收及后期运营维护的标准化全流程 。
工厂内车间施工与高标准钢材表面处理
钢材表面的清洁度与粗糙度,直接决定了重防腐底漆与基材的分子级结合力 。工厂预制阶段必须遵循以下工艺规程:
1. 结构件打磨与基材优化
在进行喷砂除锈前,必须对塔架、筒体、套管架及附属金属件进行基材评估 。所有构件的锐边、毛刺、火焰切割边缘,必须采用动力工具打磨至圆滑过渡,保证其弧度半径大于或等于 2 毫米 。焊疤、焊接熔合性飞溅物必须彻底清除干净 。
2. 表面除油与吹扫
使用专用溶剂、乳胶或高压蒸汽,彻底清除钢板表面的水分、油污、尘垢、铁锈和氧化皮 。喷砂或抛丸处理的除锈质量必须达到国家标准 GB/T 8923.1 中的 Sa 2.5 级(或至少 Sa 2 级以上) 。
3. 粗糙度与清洁度控制
处理后的表面粗糙度应稳定控制在40微米至70微米之间(符合国际标准细至中等粗糙度等级) 。喷砂完成后,须使用无水无油的压缩空气或工业除尘器吹净表面灰尘,表面清洁度必须达到 GB/T 18570.3 规定的 2 级或以上标准 。
4. 严苛的环境窗口期
表面处理合格后,必须在限定的时间内完成第一道风电防腐涂料底漆的涂覆 :
- 当车间相对湿度低于 80% 时:必须在 4 小时内完成涂覆 。
- 当车间相对湿度低于 65% 时:可放宽至 4至12 小时内完成涂覆 。
- 超过上述时限,或钢材表面出现任何返锈、二次污染,必须重新进行喷砂表面处理 。
钛基石墨烯涂料的配制与车间高压无气喷涂
新型钛基石墨烯重防腐涂料属于双组分高固体份(或无溶剂)反应型涂料,其配制和喷涂具有很强的时效性 :
1. 严格的施工环境窗口
车间喷涂时,环境气温必须大于 5 摄氏度,相对湿度必须低于 80% ;同时,钢板表面温度必须高于空气露点温度 3 摄氏度以上 。每班施工期间的专业环境测量不得少于 3 次 。
2. 规范的搅拌与双组分熟化
- 单独搅拌:配料前,A组分(主漆)必须使用电动搅拌机充分搅拌,直至底部完全无沉积,确保漆液上下均匀 。
- 精准配比与稀释:严格按照供应商提供的工艺比例混合A、B双组分 。根据喷涂设备状态,加入适量稀释剂(一般控制在涂料总量的 5%至10% 之间,最大不得超过 20%) 。
- 熟化与消泡:混合均匀后,涂料须持续搅拌 10至15 分钟进行充分熟化 ;随后静置 5至10 分钟以消除搅拌引入的空气泡 。
- 时效限制:由于高固体份涂料反应迅速,配制好的料必须在 0.5 小时(30分钟)内全部喷涂完毕,严防涂料在设备或桶内反应固化造成报废 。
- 进机过滤:混合好的漆液在进入喷涂机前,必须使用 100 目滤网进行严格过滤 。
3. 高压无气喷涂工艺
大面积施工推荐全面采用高压无气喷涂 。在每道大面积喷涂前,必须对钢结构的焊缝、边缘、角落等易流挂或薄弱部位进行手工预涂刷一道,以确保这些部位的最终干膜厚度能够达到设计指标 。施工中需随时使用湿膜卡抽检湿膜厚度,确保整体膜厚的均匀性 。
运输吊装损伤现场修补与质检验收
海上风电塔架在运输、码头吊装及现场焊接过程中,不可避免地会造成局部涂层机械损伤,必须实施规范的修补管理。
1. 现场损伤修补规范
- 表面处理:对于破损部位,必须使用动力工具打磨处理至 St3 级或 SP11 级别,彻底去除松散和失效的涂层 。
- 梯度过渡:将损伤部位周边的完好涂层轻轻打毛,并打磨出平滑的坡度过渡带 。露出的金属基体需进行拉毛处理以增加粗糙度,随后用脱脂棉球蘸取专用溶剂反复擦拭除油,直至棉球无变色 。
- 修补涂装:现场修补必须采用与工厂车间同型号的钛基石墨烯风电防腐涂料,每一道的厚度与覆涂间隔均须严格执行原厂工艺标准。
- 气候保护:修补时期的气候条件控制与新建涂装相同,且涂装后 4 小时内绝对严禁淋雨;飞溅区和全浸区的修补涂层必须完全固化后方可浸水投入运营。
2. 三维严格质量验收
防腐工程完工后,验收内容包括目视外观检查、膜厚测定、附着力测试和漏涂点检测:
- 干膜厚度(DFT)检测:依据规范进行测定,最终平均干膜厚度必须大于或等于设计厚度值。各个抽测点的干膜厚度不得低于额定设计厚度的 80%。
- 附着力验收:采用拉开法测试附着力,陕西至强新型钛基石墨烯重防腐底漆的拉开法附着力必须达到或大于 20 MPa(远超传统环氧富锌漆的 5 MPa 规范指标)。
- 100% 漏涂点检测:针对套管架及桩基的飞溅区、潮差区和海水全浸区,必须使用电火花检测仪进行 100% 的漏涂点(针孔)扫描检测,确保涂层整体处于绝对致密无孔的状态。
长期运营维护策略与资产长效管理
即使选用了具备25年耐久性基础的风电防腐涂料体系,在机组投入正式运营后,科学的定期巡检依然是不可或缺的 :
- 运营前 2 年:属于防腐涂层与极端深海环境的初期磨合期,建议每半年组织一次全面检测,重点记录塔筒外观、机械碰撞痕迹及焊缝腐蚀状况。
- 服役 2至10 年期间:涂层进入稳定防护期,可调整为每年检测一次,利用无人机或近海作业船对海洋大气区及飞溅区进行高清图像比对。
- 服役 10 年以上:视具体工况和历年检测报告,适当加密检测频率,主要记录涂层是否存在微观开裂、局部粉化或阴极剥离范围扩大的迹象,以便为中后期的局部微创修补提供精准的数据档案。
标准施工铸就25年深海不锈神话
先进的钛基石墨烯风电防腐涂料为海上风电机组提供了强大的基因,而标准化的车间除锈、时效喷涂、无针孔现场修补与严苛的拉开法附着力验收,则是将这一基因转化为长效生产力的关键。通过落实全流程的标准化施工管理,陕西至强将协同各大风电业主,共同保障深远海风电资产在25年生命周期内安全、稳定、高效运行。
